Sinkləmə poladı pasdan qorumaq üçün ən yaxşı üsuldur. Əsasən, birsinkləmə vannasımetal hissələri örtmək üçün istifadə edilən əridilmiş sinkdən ibarət böyük bir çaydandır. Təmiz polad bu vannaya batırıldıqda, sink tez bir zamanda səthə yapışaraq möhkəm, korroziyaya davamlı bir örtük əmələ gətirir. Sinkləmə 150 ildən çoxdur ki, mövcuddur, lakin təəccüblü dərəcədə səmərəli və ekoloji cəhətdən təmiz olaraq qalır. Əslində, o, tez-tez mövcud olan ən ekoloji cəhətdən təmiz korroziyanın qarşısının alınması proseslərindən biri kimi qeyd olunur. Nəticədə, minimal baxımla onilliklər ərzində açıq havada davam gətirə bilən polad əldə edilir. Aşağıda, sinkləmə vannasının içərisində polad hissənin tozlu köhnə metaldan sink zirehliyə necə keçdiyini addım-addım izah edirik.

Sinklənmiş vanna nədir?
Sinkləmə vannası sadəcə təxminən 450°C (842°F) temperatura qədər qızdırılan əridilmiş sink qabıdır. Polad hissələr gümüşü maye metal kimi görünən bu isti sinkə batırılır. Suya batırma zamanı sink poladdakı dəmirlə reaksiyaya girir və sink və polad arasında metallurgiya əlaqəsi yaradır. Təcrübədə şirkətlər bunu tez-tez ... adlandırırlar.isti daldırma ilə sinkləməproses – poladın sözün əsl mənasında “isti” (əridilmiş) sinkə batırılması.
Bu üsul çox təsirlidir. Sink vannası adətən 98% təmiz sink üzərində saxlanılır və konveyer və ya kran sistemləri polad parçaları diqqətlə bucaq altında saxlayır ki, sink hissənin hər küncünə dolsun. Hətta boş formalar və ya borular belə sinklə doldurulur, beləliklə, içərisi xarici ilə yanaşı örtülür. Bir sənaye bələdçisinin dediyi kimi, isti sinkləmə "tam batırma" prosesidir - polad tamamilə batırılır və sink örtüyü ilə örtülür.hamısıdaxili və xarici səthlər. Polad bir neçə dəqiqə sonra yeni parlaq metal örtüklə qaldırılır.
İsti Daldırma Sinkləmə Prosesi (Başdan Sona)
Sinkləmə prosesinin bir neçə əsas mərhələsi var. Hər biri diqqətlə aparılmalıdır, çünki sink yalnız mükəmməl təmiz bir səthə yapışacaq. Ümumiyyətlə, addımlar aşağıdakılardır:
Təmizləmə (Yağsızlaşdırma və Turşuya Alma):Əvvəlcə polad yağları, piyi və boş pası təmizləmək üçün yaxşıca təmizlənir. Bu, adətən poladı yağsızlaşdıran isti qələvi (kaustik) məhlulundan istifadə etməyi tələb edir. Daha sonra polad dəyirman pulcuğunu və pası təmizləmək üçün turşu turşusu vannasına (çox vaxt durulaşdırılmış kükürd və ya xlorid turşusu) göndərilir. Turşudan sonra inadkar çirk, boya və ya şlak əl ilə və ya partlatma yolu ilə təmizlənir. Bir sözlə, bütün çirkləndiricilər yox olmalıdır, çünki sink çirkli polada yapışmayacaq.
Fluxing:Sinkləmədən dərhal əvvəl təmiz polad flüs məhluluna, adətən sink ammonium xlorid qarışığına batırılır. Flüs oksidin son izlərini təmizləyir və batırmadan əvvəl yeni oksidləşmənin qarşısını alır. Bəzi zavodlarda, polad daxil olduqda yağdan təmizləmək üçün sink vannasının üzərində nazik bir "flüs örtüyü" belə üzür. Flüsləmə mərhələsi çox vacibdir: əridilmiş sink qabının...yaşpolad bərabər şəkildə.
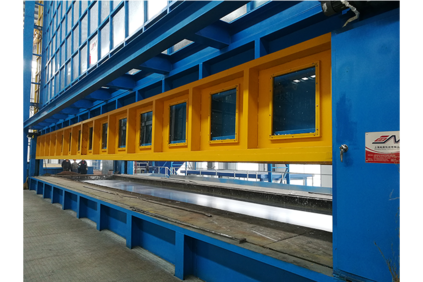
Sink Hamamına Batırılma:İndi prosesin əsas hissəsi gəlir. Hazırlanmış polad yavaş-yavaş (çox vaxt bucaq altında) əridilmiş sink çaydanına endirilir və adətən ~450°C-də saxlanılır. Aşağıdakı şəkildə polad şüalarının isti sink vannasına daxil olduğu göstərilir. Polad maye metala toxunan kimi reaksiya başlayır. Sink dəmir səthi ilə ərinməyə başlayır və maye sink bütün hissənin ətrafında axır. Vannanın içərisində sink və dəmir metallurgiya reaksiyası ilə bir neçə ərinti təbəqəsi əmələ gətirir. Bu müddət ərzində (adətən bir neçə dəqiqə) örtük lazımi qalınlığa qədər yığılır. Bir təbəqəəridilmişSink poladın səthinə yapışır və sonra möhkəm bir xarici təbəqə əmələ gətirmək üçün soyuyur.
Şəkil: Polad hissələr isti sinkləmə vannasına batırılır. Əridilmiş sink (maye gümüş) poladı tez bir zamanda örtür.
Zavod operatorları batırma prosesini diqqətlə planlaşdırırlar. Əksər hissələr üçün 4-5 dəqiqə batırmaq kifayətdir. Daha böyük və ya izolyasiya edilmiş hissələrin tam temperatura çatması üçün daha uzun vaxt lazım ola bilər. Qızdırıldıqdan sonra hissə yavaş-yavaş qaldırılır. Qalxdıqca artıq sink süzülür - bəzən hissənin titrəməsi və ya fırlanması buna kömək edir. Qalan nazik sink qabığı soyuyur və bərkiyir, xarici tərəfi isə parlaq gümüşü rəng alır. Əslində, təzə sinklənmiş polad tez-tez parıldayır; bərkidikcə səthdə xarakterik "parlaq" və ya qar dənəciyinə bənzər kristallaşmış sink naxışı görünə bilər.

Soyutma (Passivləşdirmə/Söndürmə):Çıxarıldıqdan sonra örtüklü polad soyudulur. Bu, sadə hava ilə soyutma və ya isti poladı suda və ya kimyəvi passivasiya vannasında söndürməklə edilə bilər. Xüsusi bərkiməyə ehtiyac yoxdur - sink/polad rabitəsi artıq möhkəmdir. Yarana biləcək hər hansı nazik xarici sink oksid təbəqəsi (ağ pas) çox vaxt tək qalır və ya yüngülcə işlənir. Boyalı hissələrdən fərqli olaraq, sinklənmiş polad adətən tələb edirəlavə bitirmə yoxdurdavamlılıq üçün.
Yoxlama:Son addım sürətli vizual və texniki yoxlamadır. Müfəttişlər hər sahənin örtüldüyünü yoxlayır və qalınlığını ölçürlər. Sink yalnız təmiz metala yapışdığı üçün zəif ləkələri asanlıqla aşkar etmək olar (çılpaq polad parlaq görünür). Standart ölçü cihazları örtük qalınlığının spesifikasiyalara uyğun olduğundan əmin olmaq üçün ölçür. Bu mərhələdə sinklənmiş polad istifadəyə hazırdır və uzun illər korroziyaya davamlı olmasına zəmanət verilir.
Hamamın İçərisində: Metallurgiya və Mühafizə
Əridilmiş sinkin içərisindəki poladla əslində baş verənlər mürəkkəb kimya prosesidir və sinklənmənin təəccüblü güclü tərəflərindən biridir. İsti polad vannada qaldıqda, sink atomları dəmirə yayılaraq bir neçə intermetallik birləşmə əmələ gətirir. Amerika Sinkləndicilər Assosiasiyası bunu kəsiklə göstərir: demək olar ki, təmiz sinkdən ibarət xarici təbəqə (eta təbəqəsi adlanır) və onun altında polad sərhədində 3 sərt ərinti təbəqəsi (qama, delta, zeta adlanır) var. Diqqətəlayiq haldır ki, bu sink-dəmir ərinti təbəqələri...yumşaq poladdan daha sərtdirMəsələn, kiçik cızıqlar bu çoxqatlı örtükdən asanlıqla keçmir. Praktikada sinklənmiş örtük olduqca möhkəm və aşınmaya davamlıdır.
Digər əsas üstünlük katodik (qurbanlıq) qorumadır. Sink poladdan daha elektrokimyəvi cəhətdən aktivdir. Sadə dillə desək, örtük çılpaq polada qədər cızılırsa, ətrafdakı sink əvvəlcə korroziyaya uğrayacaq və poladı qoruyacaq. Əslində, isti sinkləmə bununla məşhurdur: bir mənbədə qeyd olunur ki, çılpaq polad (¼ düym böyüklüyündə) cızılma zamanı açıq qalsa belə, "ətrafdakı bütün sink tükənənə qədər heç bir korroziya başlamayacaq". Bu o deməkdir ki, kiçik yarıqlar yenidən rənglənməyə ehtiyac duymur; sink zamanla özünü qurban verir.
İllər ərzində hava və yağışa məruz qalma sinki zərərsiz yan məhsullara (oksidlər, hidroksidlər, karbonatlar) - köhnə sinklənmiş metalda görə biləcəyiniz boz patinaya çevirir. sink patinası yavaş-yavaş korroziyanı daha da yavaşladan qoruyucu xarici qabıq əmələ gətirir. Əslində, tamamilə aşınmış sinklənmiş polad çılpaq poladdan təxminən 30 dəfə daha yavaş korroziyaya uğrayır. Praktikada bu o deməkdir ki, sinklənmiş örtük ətraf mühitdən asılı olaraq tez-tez 50-60 il və ya daha çox müddətə texniki xidmət tələb etmir.

Təəccüblü üstünlüklərSinkləmə
Sinkləmə sadə metal örtükdən gözləmədiyiniz bir neçə "vay" amil təklif edir:
1. Tam Əhatə dairəsi:İsti sinkləmə üsulu hissəni batırdığı üçün, hətta boş hissələrin içini və boruların içini də örtür. Fırça ilə boyanan boyalardan fərqli olaraq, yivlər və gizli künclər sinklə örtülür. Bu tam batırma pasın gözlənilməz yerlərdən içəri girə bilməməsi deməkdir.
2. Daxili Davamlılıq:Sink-dəmir təbəqələri təbiətcə sərt və aşınmaya davamlıdır. Bəzi sınaqlarda sinklənmiş poladın örtüyü aşınmışdı.on dəfəTipik boya ilə müqayisədə aşınmaya daha davamlıdır. Xarici təmiz sink təbəqəsi (eta) daha yumşaq və elastikdir, zərbəyə davamlılıq verir, daxili ərinti təbəqələri isə poladdan daha sərtdir. Bu çoxqatlı yapışma sinklənmiş hissələrin kobud işləməyə və aşınmaya davamlı olması deməkdir.
3. Özünü sağaldan (katodik) qoruma:Qeyd edildiyi kimi, sink poladı qorumaq üçün "özünü qurban verəcək". Sinklənmiş poladdakı kiçik cızıqlar paslanmır, çünki sink əvvəlcə korroziyaya uğrayır (katod mühafizəsi də adlanır). Hətta boyalı poladda baş verənlərə (pas boyanın altında sürünür) "yan tərəfə sürünür" adı da var və sinkləmə mahiyyət etibarilə bunun qarşısını alır.
4. Sürətli dönüş:Ağır avadanlıqlara baxmayaraq, sinkləmə mərhələsi sürətlidir. Bir parçanı asmaq və sinkə batırmaq cəmi bir neçə dəqiqə çəkir. Hazırlıq əsasən kimyəvi təmizləmədən ibarətdir və yaxşı işləyən bir zavod sifarişi cəmi bir neçə gün ərzində emal edə bilər. Əslində, müasir sinkləmə sexləri kiçik sifarişlər üçün 24 saat xidmət göstərir.
5. Uzun xidmət müddəti:Sinklənmiş örtük poladı onilliklər boyu yenidən rəngləmədən qoruya bilər. Tipik açıq hava (sənaye və ya kənd) şəraitində ilk texniki xidmətə 50 ildən çox vaxt sərf olunur. Bu uzunömürlülük, uzunmüddətli perspektivdə sinkləməni dövri yenidən rəngləmədən daha qənaətcil edir.
6. Ətraf mühitə uyğunluq:Sinkləmə prosesi nisbətən təmizdir. İşlənmiş sink təkrar emal olunur və boya kimi uçucu üzvi həlledicilər yoxdur. Sinklənmiş polad ömrünün sonunda 100% təkrar emal edilə bilər. Sənaye qrupları hətta sinkləməni "yəqin ki, mövcud olan ən ekoloji cəhətdən təmiz" korroziyadan qorunma kimi qeyd edirlər.
7. Tanınan Finiş:Sinklənmiş polad tez-tez bir xüsusiyyətə malikdirqıvrılmışvə ya səthində qar dənəciyinə bənzər naxış. Bu gümüşü kristallar bərkimiş sink dənəcikləridir və sinklənmiş səthlərə fərqli bir görünüş verir. Bu, əsl isti batırma örtüyünün mövcudluğunun vizual əlamətidir.

Yüksək Keyfiyyətli Avadanlıq: Bonan Tech-in Boru Sinkləmə Zavodu
Böyük sinkləmə sexləri bu prosesləri davamlı olaraq idarə etmək üçün ağır texnikadan istifadə edir. Məsələn, avadanlıq istehsalçısı olan Bonan Technology Co., Ltd. özünün“Əla keyfiyyətli Boru Sinkləmə Zavodu”yüksək keyfiyyətli poladdan və komponentlərdən hazırlanmışdır. Onların avtomatlaşdırılmış xətləri hər şeyi idarə edir: boruları asmaq üçün jiqlər, qələvi yağsızlaşdırma çənləri, turşu turşuları, flüs stansiyaları, sink çaydanından keçən konveyer və söndürmə çənləri. Bonan qeyd edir ki, onun boru sinkləmə zavodları bütün boru diametrlərində davamlı istehsal üçün nəzərdə tutulub.
Şəkil: Fasiləsiz boru sinkləmə xətti işləyir. Belə avtomatlaşdırılmış qurğular boru hissələrini təmizləmə, flüsləmə və əridilmiş sink vannası vasitəsilə hərəkət etdirir.
Bonan Tech xəttində hər bir addım diqqətlə idarə olunur. Əslində, boruların sinklənməsi adətən bu xüsusi mərhələlərdən ibarətdir:
Kaustik Təmizləmə:Borular yağı və dəyirman kəpəyini təmizləmək üçün isti natrium-hidroksid vannasına daxil olur.
Turşu turşusu:Daha sonra, pas və qalan oksidləri həll etmək üçün turşu vannasından (adətən HCl və ya H₂SO₄) keçirlər.
Durulama və Fluxing:Yaxalandıqdan sonra borular sink-ammonium xlorid flüs məhluluna batırılır və bu da sinklənmədən əvvəl poladın oksidsiz qalmasını təmin edir.
Qurutma:Poladdakı hər hansı bir nəm hava qurutma maşını ilə üfürülür və ya buxarlanır.
İmmersiya (Sink Vannası):Borular əridilmiş sink qazanına ötürülür. İsti çubuq onları sinklə yaxşıca örtür.
Söndürmə:Nəhayət, isti sinklənmiş borular örtüyü bağlamaq üçün suda və ya söndürmə vannasında tez soyudulur.
Artıq ortaya çıxan hər bir boru korroziyanın qarşısını almaq üçün vahid sink örtüyə malikdir. Bonanın təsvirinə görə, onların“Borular üçün Avtomatik Sinkləmə Maşını”"sinklənmiş boruların bütün çeşidini" idarə etmək qabiliyyətinə malikdir və hətta çox böyük və ya kiçik boruların da lazımi sink təbəqəsi ilə təmin edilməsini təmin edir.
Nəticə
Sinkləmə vannası sadəcə metal qabdan daha çox şeydir - polada faktiki olaraq öz-özünə sağalma qalxanı verən sübut olunmuş, elmi əsaslı bir prosesin mərkəzidir. Təmizləmə mərhələlərindən isti sinklə batırılmaya qədər hər bir mərhələ davamlı, metallurgiya baxımından yapışdırılmış bir örtük yaratmaq üçün optimallaşdırılıb. Sinklənmiş poladın nəinki paslanmaya davamlı olduğunu, həm də çoxqatlı ərintilər, həddindən artıq möhkəmlik və onilliklər boyu xidmət müddətinə malik olduğunu təəccüblü dərəcədə yaxşı şəkildə necə müqavimət göstərdiyini gördük.
İstər körpü mühəndisi, istərsə də hasar dirəkləri seçən ev sahibi olun, sinkləmə vannası prosesini anlamaq, sinklənmiş poladın niyə bu qədər təsirli olduğunu izah etməyə kömək edir. Bir sözlə, əridilmiş sinkdən ibarət bu sadə vannanın içərisində güclü və təəccüblü dərəcədə mürəkkəb bir müdafiə sistemi gizlənir - polad konstruksiyaları nəsillər boyu təhlükəsiz saxlayacaq bir sistem.
Yayımlanma vaxtı: 21 may 2025